La pâte universelle GRAFMETAL est destinée au marquage des métaux à l'aide de lasers CO₂ classiques, généralement utilisés notamment pour la découpe de l'acrylique.
Cette offre concerne un conditionnement de 1000 ml.
La pâte universelle GRAFMETAL est destinée au marquage des métaux à l'aide de lasers CO₂ classiques, généralement utilisés notamment pour la découpe de l'acrylique.
Cette offre concerne un conditionnement de 1000 ml.

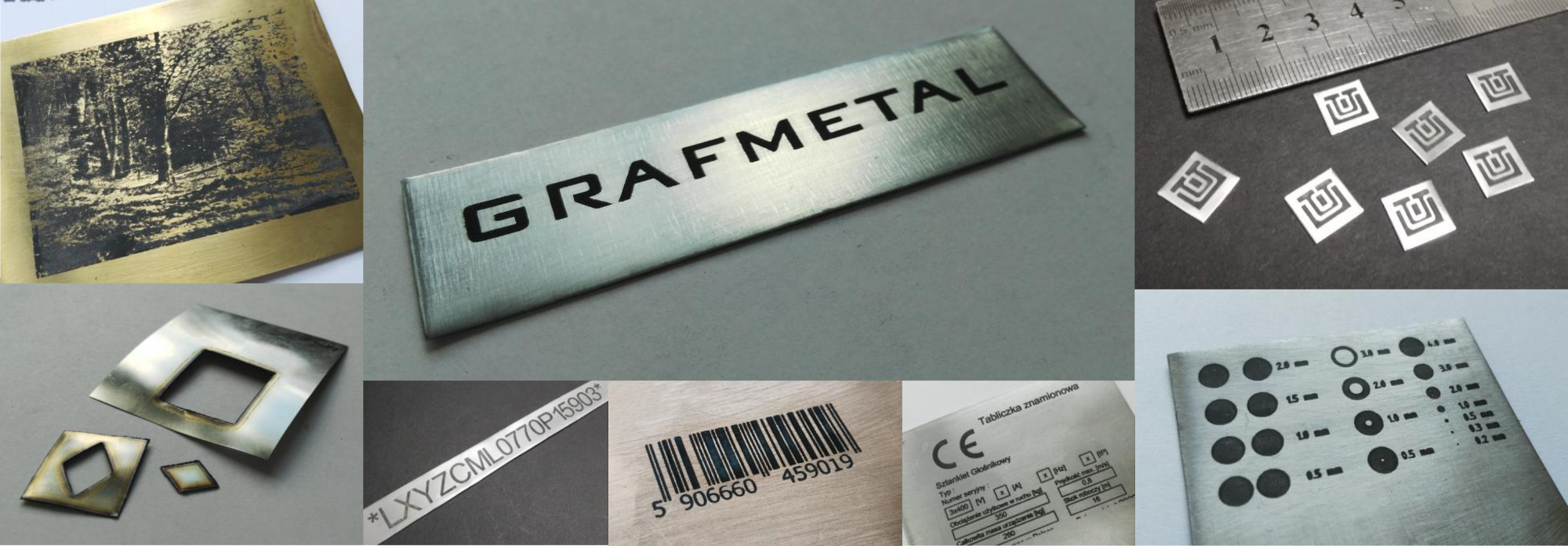
Parmi les produits GRAFMETAL destinés au marquage des métaux au laser, on peut citer les suivants :
- Pâte et aérosol universels : pour lasers CO2, très faible coût, marquage des métaux, possibilité de graver l'acier, possibilité de découper des aciers très fins, essuyage à sec ou avec un solvant, couleur gris-noir. Compatible avec les lasers à diode de haute qualité d'une puissance optique d'au moins 20 W.
- Liquide et aérosol céramiques : pour les lasers CO2, marquage des métaux, fonctionnement à grande vitesse, rinçage à l'eau, couleur noire. Possibilité d'utilisation avec des lasers à diode de haute qualité d'une puissance optique d'au moins 20 W.
- Produit de marquage des métaux pour lasers à diode
Le mode d'action et la manière d'utiliser chacun de ces types de produits sont différents, nous vous invitons donc à consulter les descriptions des deux avant de faire votre choix.
De plus, la gamme GRAFMETAL comprend également des produits permettant d'utiliser les lasers pour :
- la gravure chimique du verre et des métaux
- la réalisation d'impressions sur les vêtements
La pâte et l'aérosol universels GRAFMETAL permettent le marquage de la plupart des métaux, ainsi que la gravure de l'acier et la découpe d'aciers fins.

Le produit universel GRAFMETAL s'utilise comme suit :
- on applique la pâte sur l'objet métallique à traiter
- on irradie l'objet recouvert à l'aide d'un laser CO2 (immédiatement après l'application de la pâte – il n'est pas nécessaire d'attendre qu'elle sèche), le jet du laser ne gêne pas le travail, mais facilite au contraire celui-ci, car il uniformise la couche de pâte
- on essuie la pâte non irradiée, par exemple à l'aide d'un essuie-tout ; la pâte non irradiée peut également être récupérée et réutilisée
La pâte se réchauffe et durcit sous l'effet de la lumière laser, ce qui forme une couche gris-noir produisant un effet de marquage sur la plupart des types de métaux. En utilisant des vitesses plus lentes, il est possible de graver l'acier. En utilisant des vitesses encore plus lentes, il est possible de découper des tôles d'acier fines.
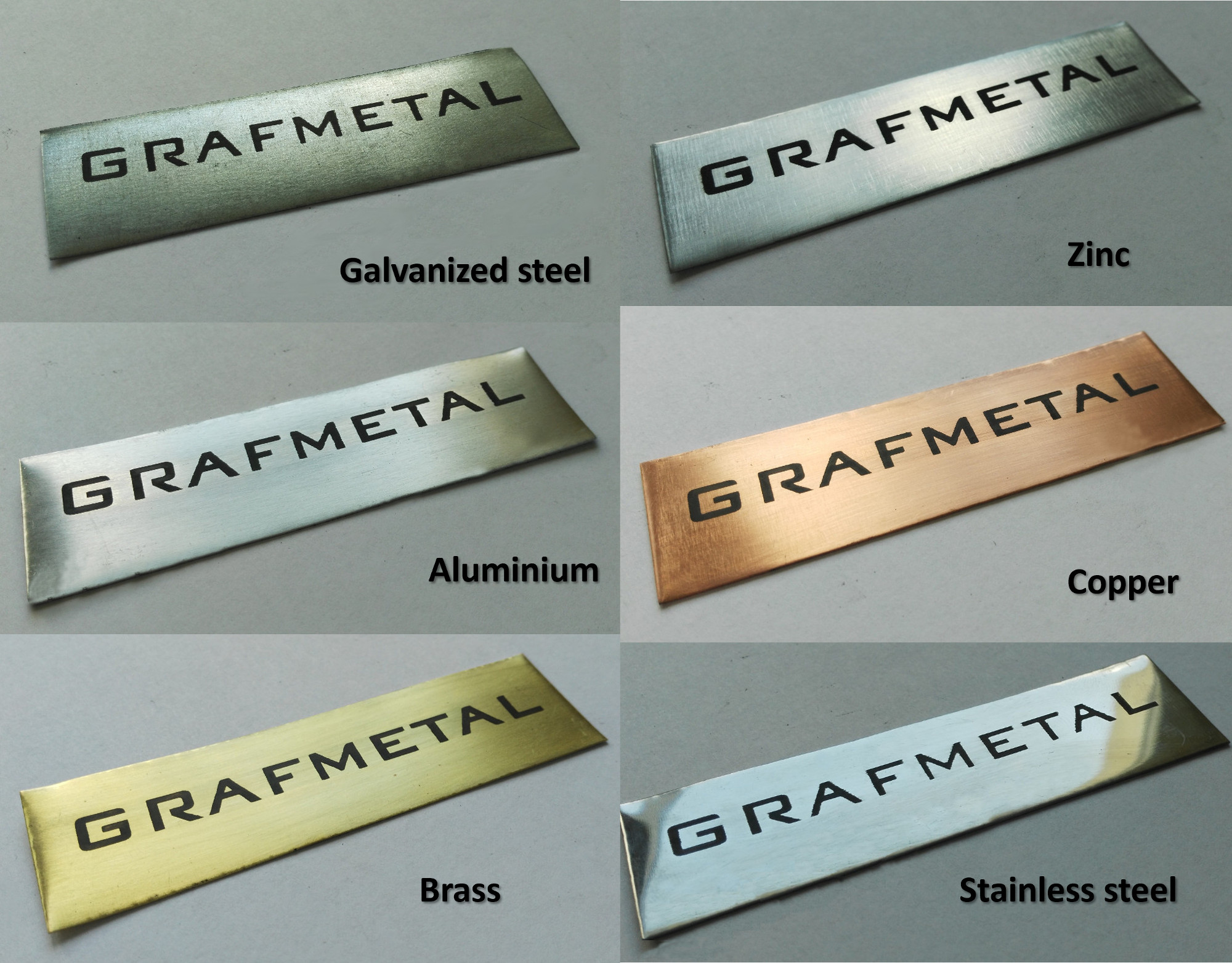
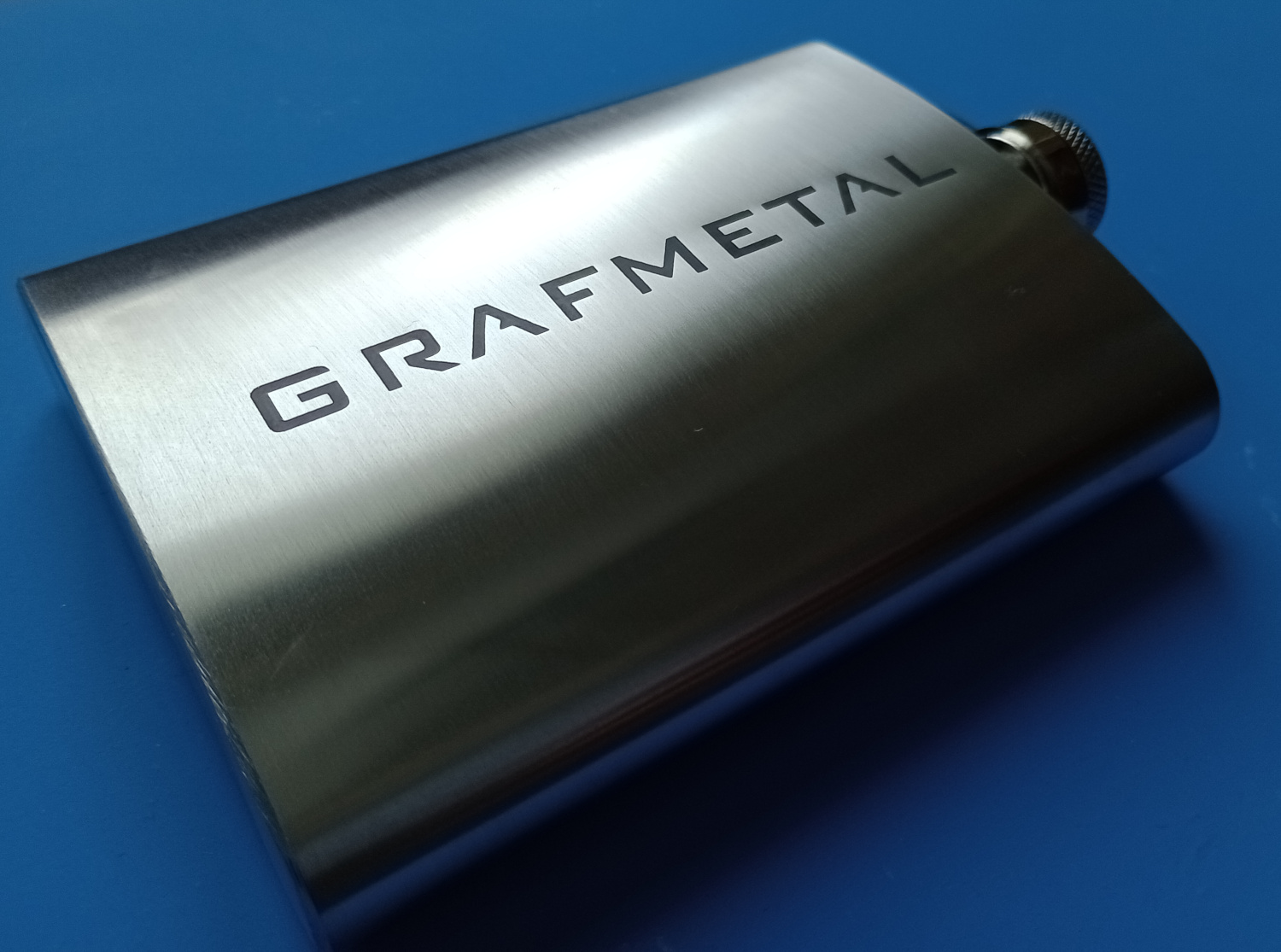
Le produit universel GRAFMETAL permet de marquer la plupart des métaux couramment utilisés.
Ce produit peut servir aussi bien à marquer des objets métalliques déjà finis qu'à préparer de nouvelles plaques ou étiquettes. Pour ce faire, il faut d'abord découper la tôle aux dimensions souhaitées, ce qui peut être réalisé à l'aide des méthodes suivantes :
- tôles d'une épaisseur maximale de 1,5 mm (y compris en acier) : cisaille à tôle, cisailles électriques à tôle
- tôles d'une épaisseur maximale de 0,5 mm (y compris en acier) : cisailles à tôle
- tôles d'une épaisseur maximale de 0,25 mm (y compris en acier) : ciseaux de couture
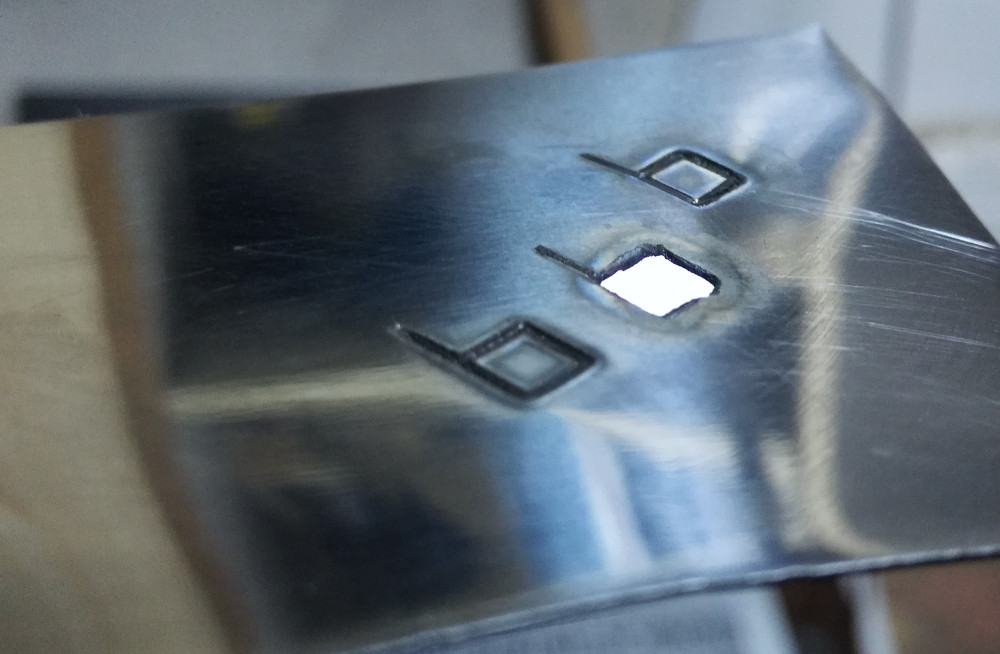
En utilisant des vitesses plus lentes, il est possible de graver l'acier.

À des vitesses encore plus faibles, il est possible de découper de l'acier fin d'une épaisseur de 0,1 mm.
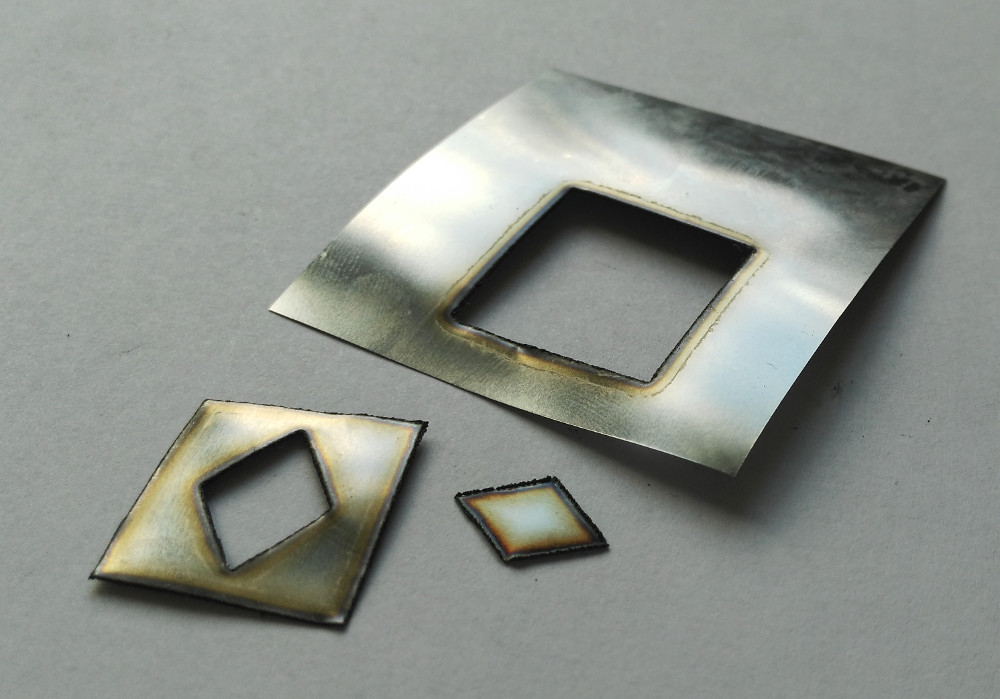
Il est également possible de découper des aciers plus épais, pouvant atteindre 0,5 mm d'épaisseur, mais cela nécessite des vitesses de déplacement très lentes.
GRAFMETAL est facile à utiliser et permet d'obtenir des résultats très intéressants et de réaliser de nombreux projets nouveaux et captivants.






Exemples de paramètres d'usinage :
Marquage - carré de 1 x 1 mm à 10 x 10 mm :
Acier, acier inoxydable, acier résistant aux acides, acier galvanisé : 80 W x 50 % x 80-120 mm/s
Aluminium, cuivre, laiton, zinc : 80 W x 50 % x 20-80 mm/s
Pièces plus petites que celles de cette gamme : plus lentement ; pièces plus grandes : plus rapidement
Gravure :
Acier, acier inoxydable, acier résistant aux acides, acier galvanisé : 80 W x 50 % x 20-40 mm/s ou au moins 2 passes à 80 W x 50 % x 40-80 mm/s
(valeur de référence : découpe de plexiglas de 2 mm d'épaisseur - laser CO2, 80 W x 100 % x 30 mm/s)
Rendement : 6,5-11 m²/litre

Références spécifiques
La pâte universelle GRAFMETAL est destinée au marquage des métaux à l'aide de lasers CO₂ classiques, généralement utilisés notamment pour la découpe de l'acrylique.
Cette offre concerne un conditionnement de 1000 ml.